🔥【Many people overlook this‼️Choosing the wrong factory flooring is a big problem😱】
After years in industrial real estate, I’ve noticed most people only focus on size and power⚡—but actually 👉 flooring is the key detail!
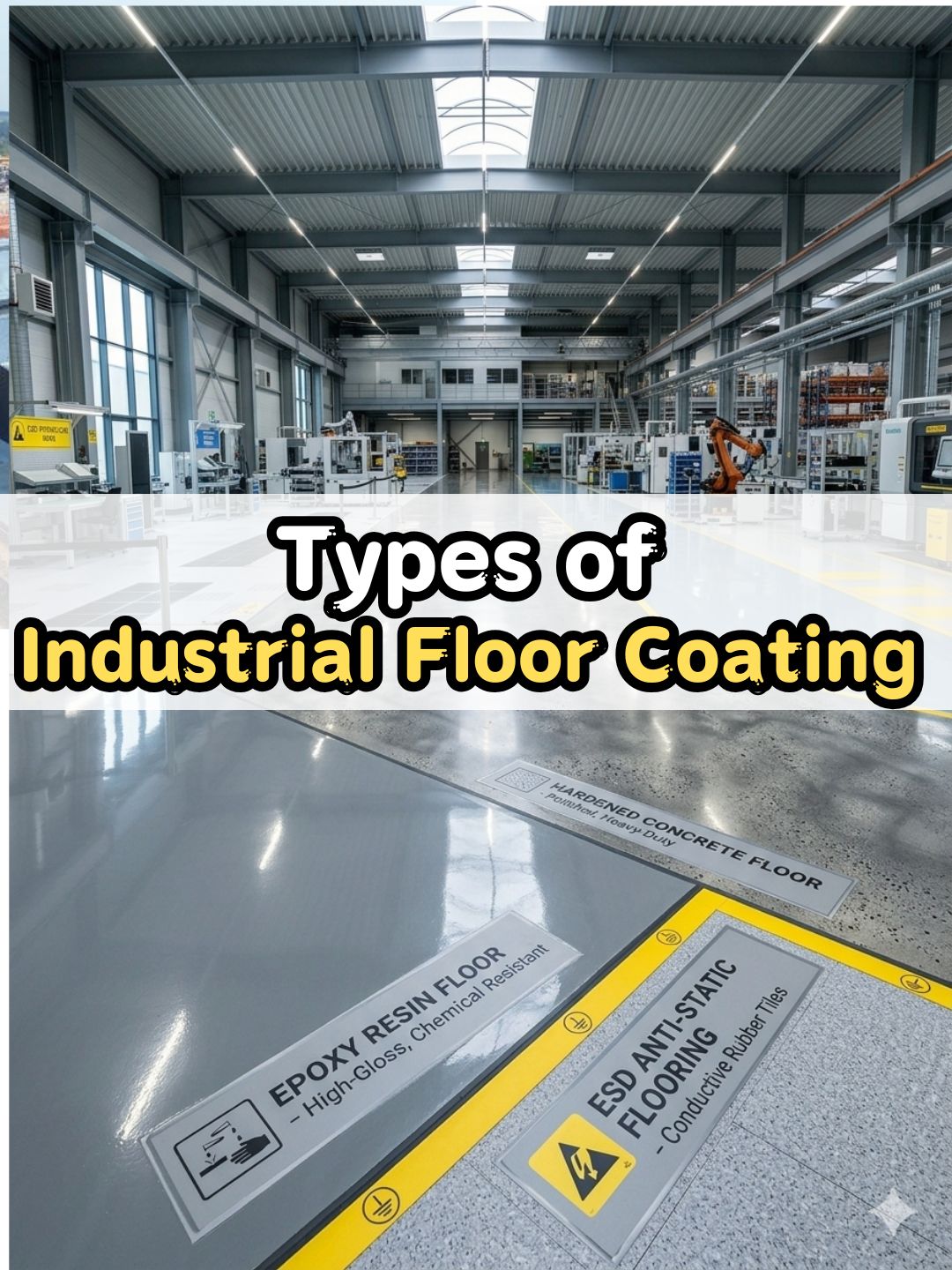
Here are 5 common industrial flooring types👇
1️⃣ Epoxy Flooring ✨
• Use: Electronics, pharmaceuticals, food factories
• Benefits:
✔️ Seamless & easy to clean 🧼
✔️ Chemical resistant
✔️ Durable & nice finish
2️⃣ Polished Concrete 🏭
• Use: Warehouses, logistics, heavy industries
• Benefits:
✔️ High load-bearing 🚛
✔️ Low maintenance
✔️ Cost-saving long term
3️⃣ PVC / Vinyl Flooring 🧴
• Use: Cleanrooms, healthcare, light industry
• Benefits:
✔️ Anti-slip & hygienic
✔️ Comfortable 👣
✔️ Easy installation
4️⃣ Linoleum Flooring 🌱
• Use: Offices, light-duty areas
• Benefits:
✔️ Eco-friendly ♻️
✔️ Anti-bacterial
✔️ Moderate durability
5️⃣ Industrial Tile Flooring 🧱
• Use: Kitchens, chemical zones, wet areas
• Benefits:
✔️ Water & chemical resistant
✔️ Easy replacement
✔️ Strong protection
💡 Pro Tip:
• ESD Flooring → electronics ⚡
• Hardened Floor → heavy machinery 🏗️
• PU Flooring → food & cold storage ❄️
💬 My experience: choosing the right flooring early saves a lot of trouble later!